招募信息Recruitment
Business exchange業務交流
WARTSILA電噴主機的6個管理要領
發布時間:2017-08-23
來源:遠洋船員 瀏覽:5233次
近幾年,WARTSILA電噴二沖程柴油機廣泛應用于各種類型新造商船上,其優越的性能和先進的設計理念受到了廣大船東的青睞。智能電噴機是柴油機發展的一個趨勢,它的很多優越之處確是傳統柴油機無法媲美的,其燃油噴射、排氣閥啟閉、啟動空氣閥動作、氣缸油注油動力和定時控制等都實現了全電子控制,準確的時刻,精確的時間內,實現這些精準的動作。與之配套的FLEX-VIEW9520軟件可通過計算機在線監控柴油機的工作過程,其內置的定時圖、趨勢圖、故障報警和診斷功能可幫助輪機管理人員進行日常管理和故障排查。只是共軌電噴也是個新興技術,要更好地使用管理和維護保養,需要我們輪機管理人員共同探索共同努力。
本文僅就筆者幾年以來在船期間使用和管理瓦錫蘭電噴主機的一些經驗,對瓦錫蘭電噴主機幾個關鍵部件的日常管理做出淺析,供同仁參考。
1.缸套
2012年某公司某輪,主機型號:WARTSILA 7RT-FLEX68T-D,主機發生嚴重拉缸事故。
2013年某公司某輪,主機型號:WARTSILA 5RT-FLEX58T-D,主機發生嚴重拉缸事故。
2014年某公司某輪,主機型號:WARTSILA 6RT-FLEX58T-D,主機發生嚴重拉缸事故。
通過以上多起拉缸事故案例,可以看出,WARTSILA電噴主機剛剛投入使用的時候,發生拉缸事故,已非個例。但是并不是缸套在設計和生產上存在缺陷。因為同批出廠的機器中發生拉缸故障的畢竟還是極少數。總結這些事故教訓,都不外乎兩大原因:①缸套水出口溫度設置偏低②過早過快調低了氣缸油注油率。
在當下航運市場持續低迷的時期,商船一般走經濟航速,主機往往在50%左右甚至是長期在50%以下負荷運行,汽缸內溫度往往低于其對應汽缸壓力下的硫酸露點溫度,燃氣中的硫份含量極易形成硫酸大量析出,在缸套表面形成酸性腐蝕,加速缸套磨損,進一步惡化釀成拉缸事故。
預防措施:
①提高缸套水出口溫度。考慮到缸套密封膠圈耐熱性能的影響,建議缸套水出口溫度設定在85-90℃。
現在新型主機很多使用LDCL系統(根據負荷控制缸套水溫度),將缸蓋冷卻和缸套冷卻分開,在不改變缸蓋冷卻水溫度的前提下,讓缸套水出口溫度隨主機負荷變化而自動調節(70-120℃),使得主機在低負荷時能保持缸套水出口溫度在120℃。能夠極大避免主機低負荷運行時的低溫腐蝕。
②使用低硫燃油。但是增加營運成本。
③確保空冷器、擋水板工作正常。
④避免長時間低負荷運行。但是影響船舶節能減排,增加營運成本。
⑤合理選擇氣缸油,謹慎調整氣缸油注油率。
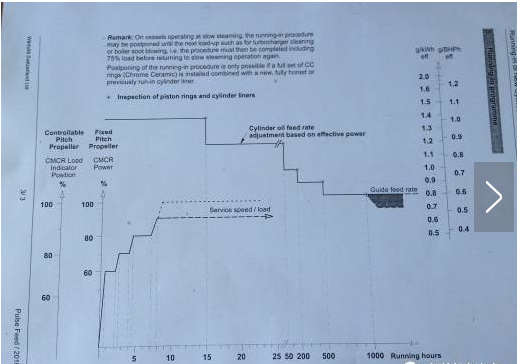
查閱主機說明書關于氣缸油注油率的說明,0-15小時1.4g/kWh,15-50小時1.2g/kWh ,50-200小時1.0g/kWh,200-500小時0.9g/kWh ,500-1000小時0.8g/kWh 。在實際使用過程中,不能過分的依賴說明書而單純地追求低氣缸油耗 以節省船舶營運成本,氣缸油注油率的每一次下調一定要根據缸套活塞環的磨合情況謹慎進行。務必做到缸套活塞環狀況勤檢查,調整前后缸套狀況仔細對比。
選用高堿值氣缸油(BN80-100),這也是目前公認的減少高參數柴油機低溫腐蝕的最可行方法之一。BN80氣缸油已經上市,BN100氣缸油也即將投入市場。
⑥通過改進注油功效,改善氣缸油中和效果。如選用ALPHA LUBE MK II氣缸注油器。
2.Flex控制模塊
機艙應盡可能保持干燥清潔,尤其是燃油共軌下面的WECS控制箱。每缸一個FCM-20模塊,單缸所有數據在此匯集計算所有動作指令從此發出。模塊箱應經常打開檢查,杜絕灰塵、油氣、水分等進入。日常檢修還要注意主機2米以內禁止電焊作業,電焊電流會擊穿或損壞電子元件,主機周圍電焊作業應在主機停車狀態下關閉E-85控制箱所有開關電源。


3.角度編碼器
曲軸角度編碼器是電噴機的一個核心部件,為WECS-9520控制系統提供完整的曲軸圓周角度。兩只角度編碼器連接在一根驅動軸上,兩只都損壞主機無法運行。①角度編碼器驅動軸上滾珠軸承的潤滑至關重要,軸承潤滑油進口管接頭處安裝了一只節流堵頭,節流堵頭上分布兩排共12個如針孔般大小的小孔,見圖4,小孔極易堵塞,定期檢查時應用空氣吹通,主機滑油也要保持離心分離和盡量清潔。②角度編碼器的維護保養應該嚴格按照說明書要求,主機每運行3000小時打開罩殼檢查和調整。齒形皮帶張緊度要符合要求(小彈簧秤40N),皮帶表面不能有油污染。角度編碼器的零度是以主機第一缸的上止點為基準,零度不準將導致主機所有缸所有的定時產生誤差,零度的調整和校驗非常重要。首先要找出第一缸準確的上止點,如果新船飛輪刻度從未校驗過,建議可以打開第一缸曲拐箱道門在十字頭導軌上架設百分表,來回盤車至最上端,即為第一缸真正的上止點。如果與飛輪刻度沒有偏差,以后就可以以飛輪刻線為準。盤車至第一缸上止點位置,檢查角度編碼器上主動輪和從動輪兩條紅色刻線是否重合,見圖5,檢查主機控制面板曲軸角度是否正好顯示零度。紅線不重合可以松開皮帶和從動輪調整重合,面板沒有正好顯示零度,可以設置角度補償,即在CA 1/2 Offset欄輸入修正值至Crank angle 1/2欄顯示0.0

本文僅就筆者幾年以來在船期間使用和管理瓦錫蘭電噴主機的一些經驗,對瓦錫蘭電噴主機幾個關鍵部件的日常管理做出淺析,供同仁參考。
1.缸套
2012年某公司某輪,主機型號:WARTSILA 7RT-FLEX68T-D,主機發生嚴重拉缸事故。
2013年某公司某輪,主機型號:WARTSILA 5RT-FLEX58T-D,主機發生嚴重拉缸事故。
2014年某公司某輪,主機型號:WARTSILA 6RT-FLEX58T-D,主機發生嚴重拉缸事故。
通過以上多起拉缸事故案例,可以看出,WARTSILA電噴主機剛剛投入使用的時候,發生拉缸事故,已非個例。但是并不是缸套在設計和生產上存在缺陷。因為同批出廠的機器中發生拉缸故障的畢竟還是極少數。總結這些事故教訓,都不外乎兩大原因:①缸套水出口溫度設置偏低②過早過快調低了氣缸油注油率。
在當下航運市場持續低迷的時期,商船一般走經濟航速,主機往往在50%左右甚至是長期在50%以下負荷運行,汽缸內溫度往往低于其對應汽缸壓力下的硫酸露點溫度,燃氣中的硫份含量極易形成硫酸大量析出,在缸套表面形成酸性腐蝕,加速缸套磨損,進一步惡化釀成拉缸事故。
預防措施:
①提高缸套水出口溫度。考慮到缸套密封膠圈耐熱性能的影響,建議缸套水出口溫度設定在85-90℃。
現在新型主機很多使用LDCL系統(根據負荷控制缸套水溫度),將缸蓋冷卻和缸套冷卻分開,在不改變缸蓋冷卻水溫度的前提下,讓缸套水出口溫度隨主機負荷變化而自動調節(70-120℃),使得主機在低負荷時能保持缸套水出口溫度在120℃。能夠極大避免主機低負荷運行時的低溫腐蝕。
②使用低硫燃油。但是增加營運成本。
③確保空冷器、擋水板工作正常。
④避免長時間低負荷運行。但是影響船舶節能減排,增加營運成本。
⑤合理選擇氣缸油,謹慎調整氣缸油注油率。
查閱主機說明書關于氣缸油注油率的說明,0-15小時1.4g/kWh,15-50小時1.2g/kWh ,50-200小時1.0g/kWh,200-500小時0.9g/kWh ,500-1000小時0.8g/kWh 。在實際使用過程中,不能過分的依賴說明書而單純地追求低氣缸油耗 以節省船舶營運成本,氣缸油注油率的每一次下調一定要根據缸套活塞環的磨合情況謹慎進行。務必做到缸套活塞環狀況勤檢查,調整前后缸套狀況仔細對比。
圖1 氣缸油注油率 ↑
過早過快調低氣缸油注油率,氣缸油中的堿值不足以中和燃氣中析出的硫酸含量,就會在缸套表面形成酸性腐蝕。前期表現就是在缸套中下部位形成大面積黑斑,嚴重者釀成拉缸事故。低溫腐蝕前期形成的缸套表面黑斑可以通過適當提高氣缸油注油率和主機運行負荷而逐漸消退。選用高堿值氣缸油(BN80-100),這也是目前公認的減少高參數柴油機低溫腐蝕的最可行方法之一。BN80氣缸油已經上市,BN100氣缸油也即將投入市場。
⑥通過改進注油功效,改善氣缸油中和效果。如選用ALPHA LUBE MK II氣缸注油器。
2.Flex控制模塊
機艙應盡可能保持干燥清潔,尤其是燃油共軌下面的WECS控制箱。每缸一個FCM-20模塊,單缸所有數據在此匯集計算所有動作指令從此發出。模塊箱應經常打開檢查,杜絕灰塵、油氣、水分等進入。日常檢修還要注意主機2米以內禁止電焊作業,電焊電流會擊穿或損壞電子元件,主機周圍電焊作業應在主機停車狀態下關閉E-85控制箱所有開關電源。
圖2 主機缸頭 ↑
圖3 FCM-20模塊 ↑
和傳統柴油機相比,電噴機的很多部件很多功能看不見摸不著。傳統柴油機在應急情況下,完全可以脫開控制系統,有油有水有氣就有辦法啟動起來,而電噴機不是這樣,用電子元件去實現的很多功能靠人力靠手動無法實現,所以電噴機在設計上關鍵部件多采用冗余設計。比如FCM-20模塊每缸一塊,機旁E-90箱在線備用一塊。一只模塊故障該缸動作停止其他缸不受影響,任何一只模塊都可以被在線模塊替換。3.角度編碼器
曲軸角度編碼器是電噴機的一個核心部件,為WECS-9520控制系統提供完整的曲軸圓周角度。兩只角度編碼器連接在一根驅動軸上,兩只都損壞主機無法運行。①角度編碼器驅動軸上滾珠軸承的潤滑至關重要,軸承潤滑油進口管接頭處安裝了一只節流堵頭,節流堵頭上分布兩排共12個如針孔般大小的小孔,見圖4,小孔極易堵塞,定期檢查時應用空氣吹通,主機滑油也要保持離心分離和盡量清潔。②角度編碼器的維護保養應該嚴格按照說明書要求,主機每運行3000小時打開罩殼檢查和調整。齒形皮帶張緊度要符合要求(小彈簧秤40N),皮帶表面不能有油污染。角度編碼器的零度是以主機第一缸的上止點為基準,零度不準將導致主機所有缸所有的定時產生誤差,零度的調整和校驗非常重要。首先要找出第一缸準確的上止點,如果新船飛輪刻度從未校驗過,建議可以打開第一缸曲拐箱道門在十字頭導軌上架設百分表,來回盤車至最上端,即為第一缸真正的上止點。如果與飛輪刻度沒有偏差,以后就可以以飛輪刻線為準。盤車至第一缸上止點位置,檢查角度編碼器上主動輪和從動輪兩條紅色刻線是否重合,見圖5,檢查主機控制面板曲軸角度是否正好顯示零度。紅線不重合可以松開皮帶和從動輪調整重合,面板沒有正好顯示零度,可以設置角度補償,即在CA 1/2 Offset欄輸入修正值至Crank angle 1/2欄顯示0.0
圖4 軸承潤滑油管節流堵頭
圖5 曲軸角度編碼器 ↑


客服Q Q:2486083974、1255006568
咨詢電話:0551-62888527 62864755
企業郵箱:ahyycygs@163.com
官方網址:www.wenjin027.com
聯系方式


技術支持:企航網絡